
数控机床绝对坐标与增量坐标编程运用
2024-09-29
再看E点的坐标(-10,-30),用上面的减法,直接减就可以了:X上60-70=-10,Y上0-30=-30。
上图中的从A点到B点,如果当前刀具在A点■■★■■,用程序写为 G01 X20 Y50 这样就走到B点了★■◆◆。
相对坐标值又叫增量坐标值★■■★★。刀具运动位置的坐标值是相对于前一位置,而不是相对于固定的加工坐标系原点◆■◆。
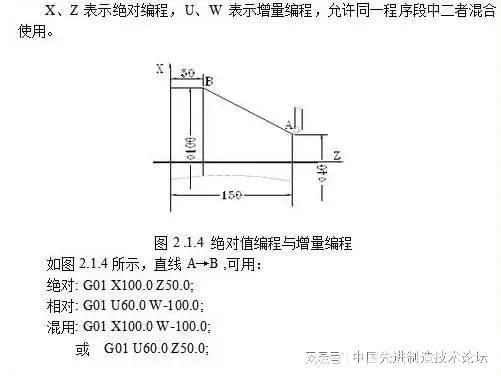
绝对坐标值是刀具相对与加工坐标系原点的距离★■■■■,也即是刀具移动到终点的坐标位置■■★★。
简单来说,X方向B到A的距离就是X坐标值◆■,Y方向B到A的距离就是Y坐标值■★■。往正方向移动就是正数★■,往负方向移动就是负数。
数控系统通电后,机床一般处于G90状态。此时所有输入的坐标值是以工件原点为基准的绝对坐标值★■◆■■,并且一直有效,直到在后面的程序段中出现G91指令为止。
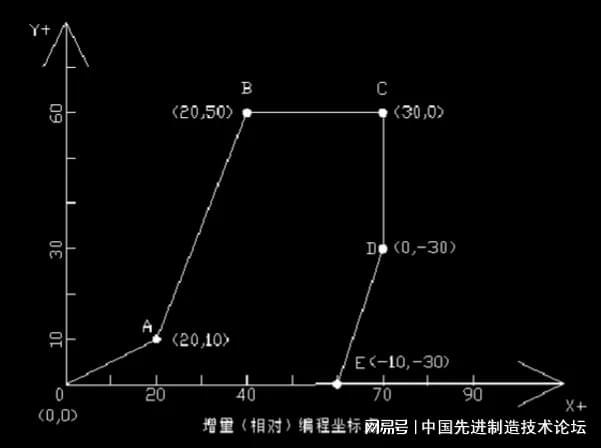
也就是说所有的坐标点都是以原点(0★■◆,0)为参照的■★,即X轴到0点的距离和Y轴到0点的距离,就是每个坐标点。就跟读尺子的刻度一样,读出来的数值多少就是多少。
用G90编程时■★◆★■,程序段中的坐标尺寸为绝对值,即在工件坐标系中的坐标值。用G91编程时,程序段中的坐标尺寸为增量坐标值■★,即刀具运动的终点相对于前一位置的坐标增量■◆★★■■。例如:要求刀具由A点直线编程时,程序段分别为
它的取点不看原点,只看下个点到当前的点的值是多少就写多少。B点X方向到A点X方向距离是40-20=20■◆★,B点Y方向到A点Y方向距离是60-10=50,那么要走的坐标就是看到的尺子刻度相减的结果(20,50)。
这样的话总的来看★■★◆■★,绝对坐标每一个点的数值都是是相对于原点的★■。增量坐标某个点坐标值是相对于前一个点的。
上一页
下一页
2024-09-29
2024-09-29
2024-09-29
2024-09-29
2024-09-29
2024-09-29
2024-09-29
2024-09-29
2024-09-29
联系我们
-
电话:0769-82283315 / 82283316 / 82283596
传真:0769-82283317
邮箱:yasamtool@163.com
地址:东莞市长安镇宵边社区新河路32号AG凯发国际,AG凯发官方网站注册,凯发k8旗舰厅app下载攻略中心大楼
关注我们

-
扫一扫 关注我们